Following the second training module (TM2) hosted by UCD in the spring of 2022, a case study was given to a group of three ESRs in the SIMPPER_MedDev project. With excitingly new and relevant knowledge of the design of microfluidic devices and the industry at large, they were challenged to address a new direction to achieve personalised chemotherapeutic treatment, as modern-day cancer treatments have moved towards this. However, despite major advances in molecular targeted treatments, these still cannot reliably predict an individual patient’s response to anti-cancer medication. A new promising approach is for a surgically removed piece of a patient’s tumour to guide clinicians to the ideal treatment with chemotherapeutic drugs, based on the sample’s functional response. This is essential, as the correct dosages and combinations of drug concentrations vary from patient to patient.
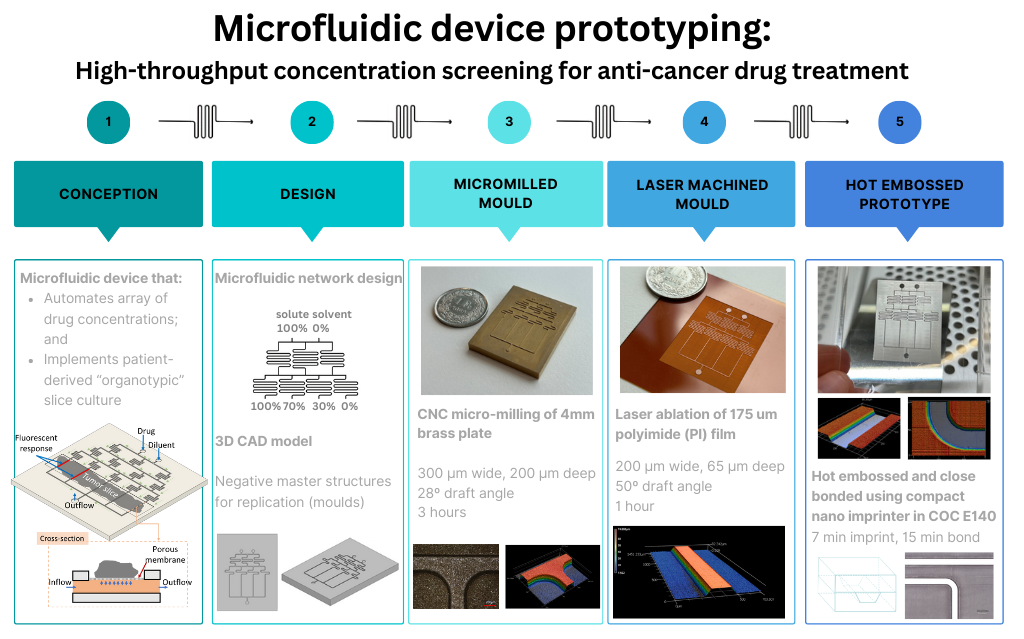
To tackle this, the group proposed a new high throughput drug concentration-screening microfluidic device that can simultaneously test multiple concentrations of cancer drugs on a single tumour slice sample. The device is based on the combination of two concepts in the field of microfluidics:
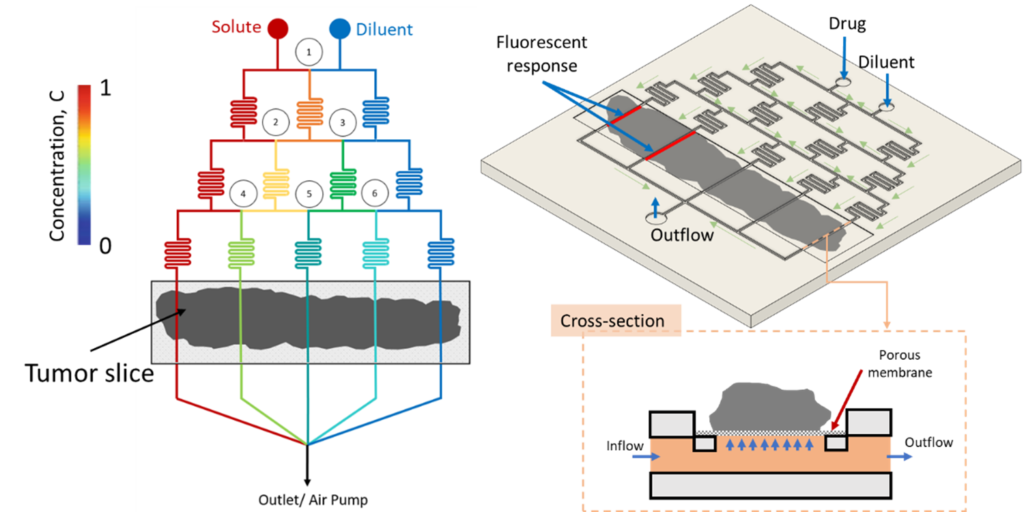
- Automatic concentration gradient generation (CGG) – where channels deliver an array of concentration solutions.
- Patient-derived (organotypic) slice culture (PDSC) – where the piece of tissue can be kept alive and tested on the device.
Here, the various concentrations can be administered to the tumour that sits on a porous membrane, and its response can be tested for each concentration. This would be faster and more efficient than having to manually test each drug concentration in various sample holders, with many tumour slices.
Direct manufacturing
The main aim for this project was for the group members to utilise the facilities at their host institutions to fabricate prototypes of a microfluidic platform. The group set out to develop a manufacturing process for a device that can identify the most effective concentrations of a chemotherapeutic drug for individual patients. They first produced a prototype directly, with the use of a Phrozen Mini 8K LCD 3D printer. Although the surface resolution of the channels were not yet sufficient for a functional prototype, the team got a good idea of the look and feel of the design, as well as how the tissue culture region could be made.
Mould forming and replication
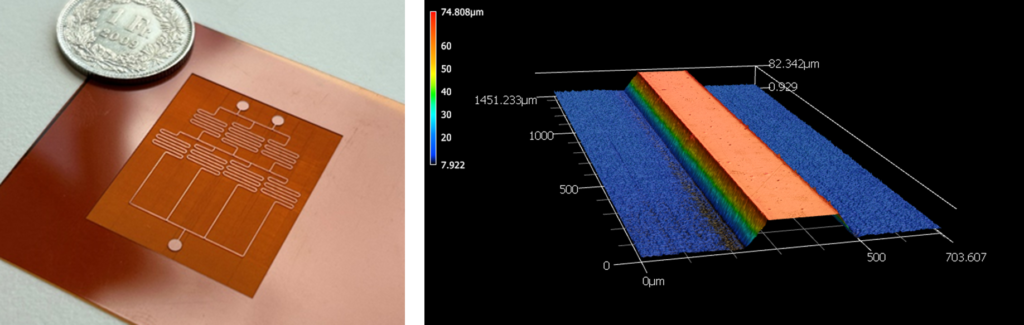
The team used the negative of the designed channel network to structure the surface of materials that could serve as moulds. Firstly, a CNC milling machine with the capability to make structures of a few hundred microns was used to make the mould in brass. The dimensions of the channels were on average 300 µm wide and 200 µm deep, with a 25º draft angle.
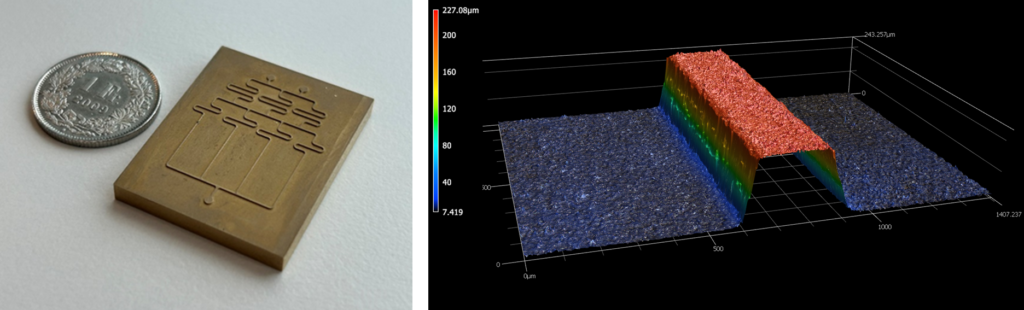
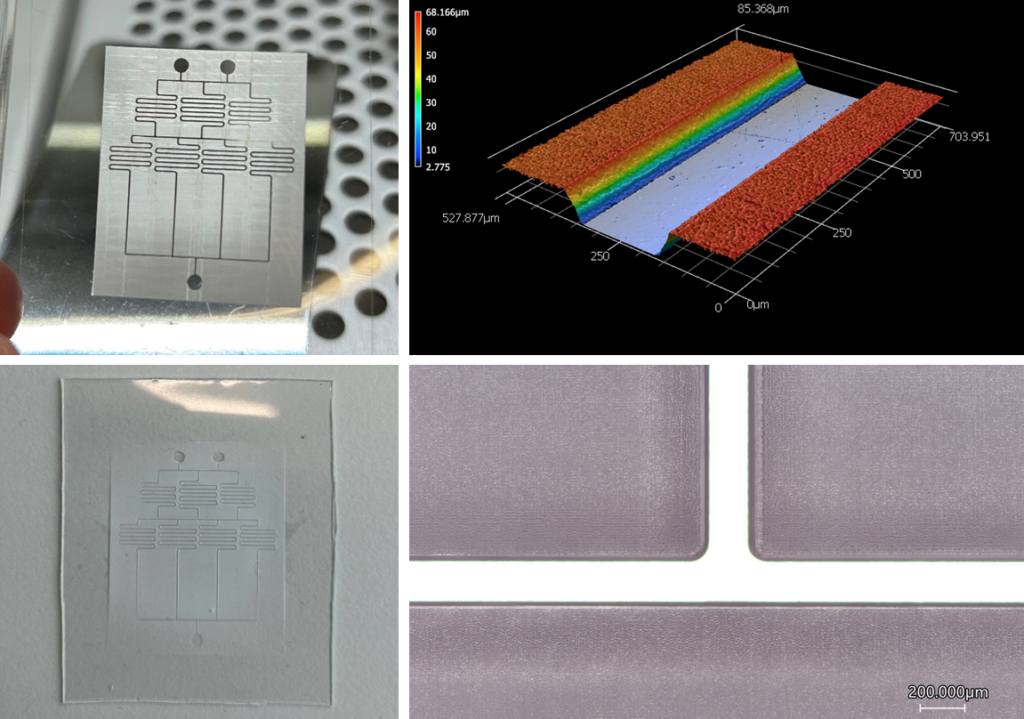
Thereafter, to produce a mould prototype with an improved surface quality, laser micromachining was used. This process is a superior method of manufacturing microstructures in terms of overall efficacy, producing high-quality structures in a shorter time than milling. Specifically, ultrafast pulsed lasers in the femtosecond regime have the capability of removing material accurately and precisely, at such rapid timescales that heat energy does not have the opportunity to diffuse into the material, and thus no damage to the surrounding material occurs. Metals have often been used in laser machining due to their generally more stable processability. However, polymer materials have the advantage of being processed on a much shorter timescale than metal. Therefore, this method is excellent for rapid prototyping. Polyimide (PI) was used due to its high yield strength and glass transition temperature, which is essential for a master structure used in moulding. These structures were made to be 200 µm wide and 65 µm high.
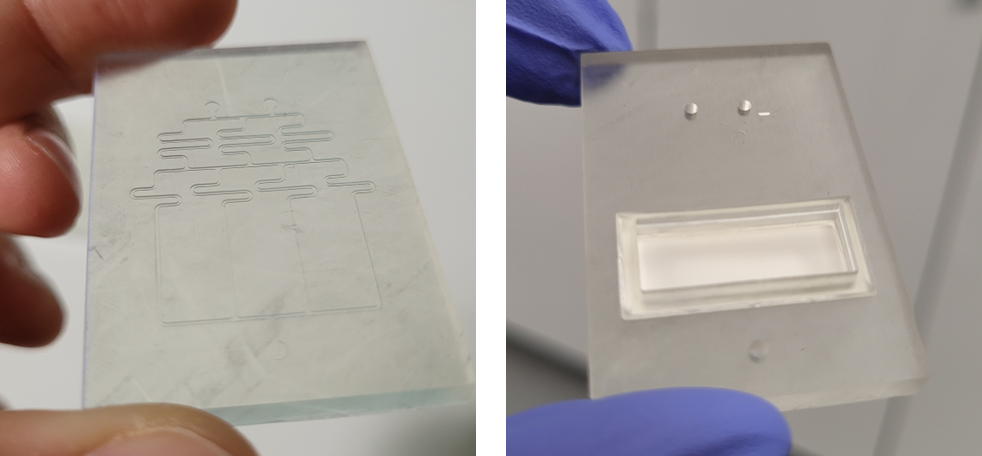
To replicate the microchannels, hot embossing was the method of choice. Using a compact nanoimprinter, one can ‘stamp’ the microstructure with little preparation time required. The final version of the high-resolution prototype was successfully imprinted in cyclic olefin copolymer (COC E140). Using another COC layer, the microchannels were sealed off in a similar hot embossing step. The process could now be taken further to produce a functional device, followed by the development of a scaled-up fabrication process.
The investigation successfully demonstrated the fabrication a microfluidic device prototype using a systematic approach of different technologies. It also details the design of a high-throughput, multi-concentration screening device that will aid in the patient-specific screening of anti-cancer drugs.
Group members
Dian Haasbroek (ESR7) – University of Applied Sciences and Arts Northwestern Switzerland, University of Dublin
Isabela Evangelista (ESR4) – BD, University College Dublin
Kristal Bornillo (ESR 11) – University of Padova